Beverly Knits expands operations

Last year, Karl Mayer made its HKS 2-3 E tricot machine available in a gauge of E 50 and by doing so, created the perfect tool for producing the finest stretch warp knits in the world. E 50 gauge fabrics are incredibly soft and supple and have a silky shimmer, making a promise to designers in search of completely new creations. A promise which can only be kept if the entire production process is in perfect harmony.
25th May 2012
Knitting Industry
|
Obertshausen & Wuppertal
Last year, Karl Mayer made its HKS 2-3 E tricot machine available in a gauge of E 50 and by doing so, created the perfect tool for producing the finest stretch warp knits in the world. E 50 gauge fabrics are incredibly soft and supple and have a silky shimmer, making a promise to designers in search of completely new creations. A promise which can only be kept if the entire production process is in perfect harmony.
Product developers at Karl Mayer expected a number of challenges, especially when it came to finishing such fine fabrics. They asked themselves the question of how the fabrics with their smooth, uniform surface, high yarn and stitch density per square centimetre, and the resulting elastic recovery and elongation parameters, would behave during finishing. But help was at hand as cooperating with specialist finisher Elastic & Weskott Textilveredlung GmbH gave them all the answers they needed.
The experienced, long-established company finished some raw fabric produced in the new gauge of E 50 and gained some important knowledge along the way.
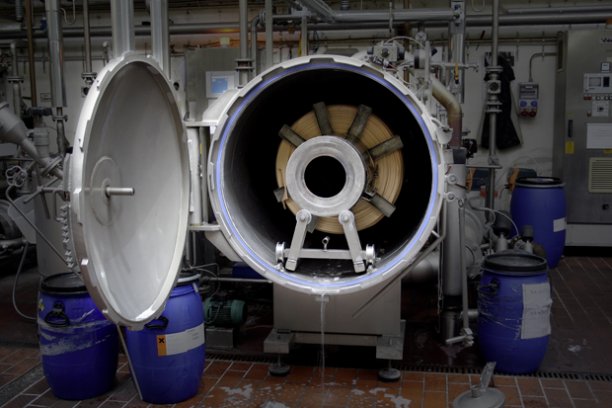
Karl Mayer had several charmeuse and double tricot fabrics in a gauge of E 50 finished by Elastic & Weskott. The fabrics were heat-set on a stenter first and were then dyed in an HT beam dyeing machine (Fig. 1 below). Finally, the batches were also dried in a stenter (Fig. 2 below ) – a conventional processing sequence for stretch tricot fabrics and, contrary to expectations, the fine gauge put no restrictions whatsoever on the process, Karl Mayer says.

Problems with levelness can occur during beam dyeing when the fabric has a dense construction and a high beam density. The dye liquor is usually pressed from the inside to the outside through the fabric layers, so that the beam must be penetrated uniformly in both the length and width.
If the process is carried out at too high a pressure, the wound beam may become displaced or the surface may be damaged (moiré effects). On the other hand, if the pressure is too low, there is a danger that the dye liquor may not penetrate the fabric adequately and the batch will become patchy. None of these problems were said to be encountered when dyeing the E 50 gauge fabric produced by Karl Mayer.
“Because we wanted to learn something from the dyeing experiments, we specifically chose dyes which would actually show up any faults in the fabric rather than hide them. As it was, we detected no defects whatsoever,” explained plant manager Volker Drexel.
“Future practical trials will show whether it will be possible to dye larger, production-size beam circumferences without any problems. Weights of about 150 kg in a gauge of E 40 are usual here. Nor were there any of the worrying problems that can occur on the surface, such as moiré effects or stitch displacement, when finishing the fine fabrics,” Karl Mayer explained.
The specifications worked out by Elastic & Weskott and Karl Mayer between them for processing the test batches related to dyeing uniformity as well as the fabric weight and the width of the final fabric.
“The fabric was extremely dimensionally stable,” confirmed Oliver Holleck from the Technical Service section.
“During fabric inspection and subsequent testing of the final fabric, there was virtually no contraction.”
The finished fabric is also said to have a good handle and no static charge at all.
However, in order to achieve positive results during the finishing trials, the operatives had to handle the fabric extremely carefully, and the specific principles that already apply in the warp knitting sector had to be taken into account.
The warp knitting department must ensure that the fabric edges and beam build are of a high quality in order to guarantee good results in finishing. These requirements can be met optimally, Karl Mayer says, by using batcher no. 29.
“The edges exhibit only a slight tendency to roll over, they can be pinned without any problems, and cause no distortion in the fabric at all. It was relatively easy to handle the textile during finishing and the fabric ran through well,” Oliver Holleck confirmed.

When winding up the finished raw fabric, the beam build was straight, the surface was flat without any creases or imprints, and the tension was uniform. Stripiness must be avoided, and the textile layers on the beam should not be able to slide against each other. If relative movement does occur within the beam, the stitches can become distorted, for example, and cause moiré effects to be produced. These can also occur if the storage time between warp knitting and finishing is too long.
The operatives must also adjust the machine parameters carefully to ensure that the E 50 gauge fabric runs through the finishing process optimally. When handling the delicate fabric, the finishing operatives must also ensure that the surface is not damaged by pressure points, snagged threads, etc.
In addition to conventional finishing, the optical and functional characteristics of the E 50 gauge fabric can also be improved by carrying out various other steps. In view of the positive experiences that have already been gained with finishing this fine fabric, Volker Drexel sees that printing, coating and laminating are likely possibilities.
In this case, the machines must be adjusted to handle the specific extensibility of the fabric. A finish containing a hydrophilic softener, which improves the moisture management characteristics of these soft fabrics worn next to the skin, also offers advantages when they are used for intimate apparel.
Elastic & Weskott Textilveredlung GmbH was set up in 2005 as a joint venture between Ferdinand Weskott GmbH and Elastic Textile Europe GmbH. The company’s special area of expertise is the finishing of stretch knitted fabrics, a field in which Ferdinand Weskott had about a hundred years of experience.
The family owned company, Ferdinand Weskott, was founded in 1895 in Wuppertal. Initially, the company concentrated on finishing tapes and narrow fabrics but in 1953 went over to finishing raschel-knitted, stretch fabrics. This area of the business was constantly expanded and modernised over the next few years.
The many years of working with elastic fabrics means that the workforce has an extensive and highly specialised knowledge, which has made the company an invaluable partner to manufacturers of underwear, swimwear, intimate apparel and foundation wear.
“We handle the elastic fabrics very carefully,” explained the plant manager, Volker Drexel.
“Since no two batches are the same, our experienced workers keep their eyes on the fabric at all times and adjust the machine and process parameters accordingly. We never work by the book.”
All the workers work together to meet the exclusive requirements of the customer. Elastic & Weskott Textilveredlung currently has 54 employees and the highly qualified team has customised, modern machinery and everything that makes up a highly productive finishing plant at its disposal.
This consists of several stenters, washing machinery, finishing and decatising units, HT beam and rope dyeing machines and a laboratory, which has recently been extended and equipped with all of the latest equipment.
Moulding tests and stress/strain tests can be carried out here, as well as tests for wash fastness, rub fastness and perspiration resistance. The laboratory is also equipped with a modern colorimeter for developing dye recipes and for testing the quality of the fabric.
As making-up companies are increasingly demanding proof that the prescribed colour parameters have been measured and complied with, the colour accuracy must also be extremely high.
Another trend is that lingerie manufacturers are becoming increasingly keen on using different colours and in the first five weeks of this year alone, Elastic & Weskott Textilveredlung incorporated 68 new colours into its range. A wide range of different types of stretch raw fabrics is also available. Lightweight fabrics weighing 24 g/m2 and heavy technical textiles weighing up to 900 g/m2 can be supplied.
“Dermatologically and ecologically safe chemicals and auxiliaries are used when treating all the different fabrics. Effluent loads have been reduced by two-thirds over the last five years by selecting the substrates carefully. We are also responsible for our environment, which is why we operate in an ecologically sound way,” explained managing director, Klaus Weskott, whose factory is located in the centre of the town.

Business intelligence for the fibre, textiles and apparel industries: technologies, innovations, markets, investments, trade policy, sourcing, strategy...
Find out more